Motorischer Dreh- / Schwenkkopf von Renishaw mit 7,5° Rasterung

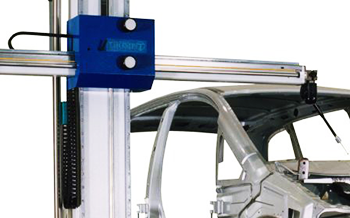
5-Achsen-System von Renishaw

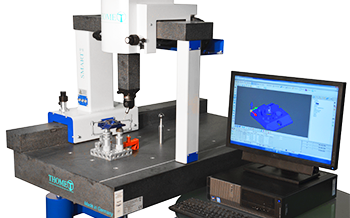
Scanningmesstaster SP25M von Renishaw vermisst einen Scheinwerfer

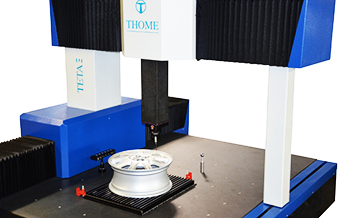
Scanning-Messtaster SP25M von Renishaw vermisst mit Sterntaster!

Scanning-Messtaster SP80 von Renishaw


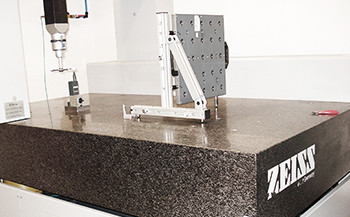
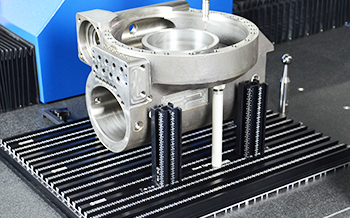
Geeignet für den Einsatz mit dem Messtaster SP25 oder TP20