Ihr kompetenter Partner für Koordinatenmesstechnik

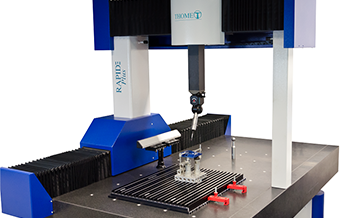
Einfache Bedienung - Schnelle Messergebnisse!
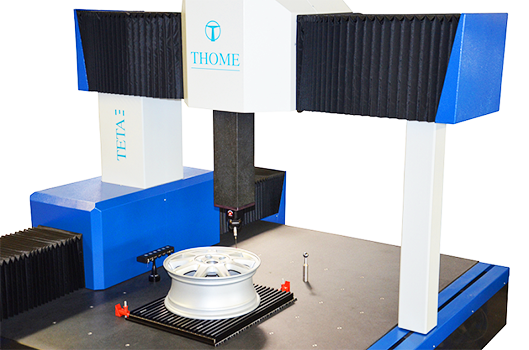
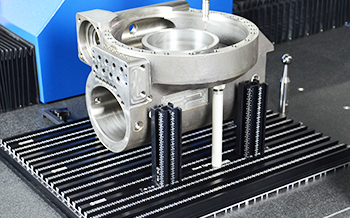
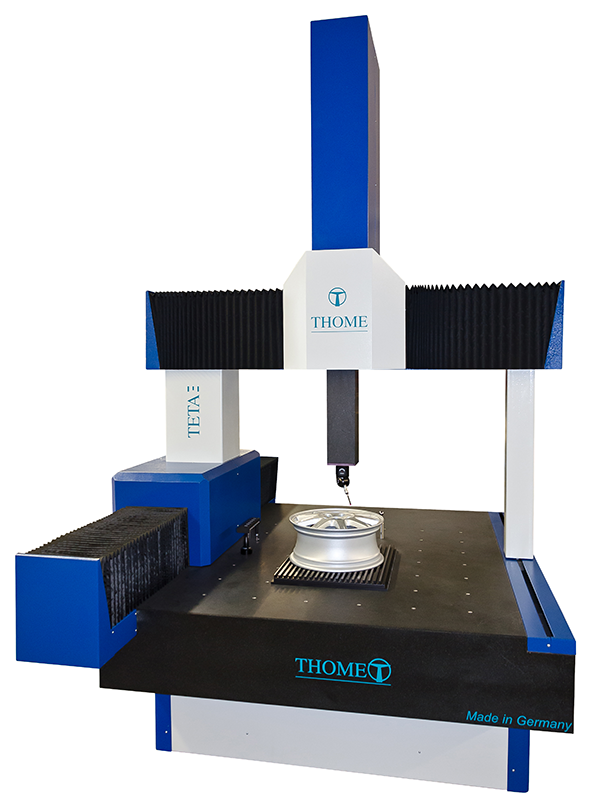
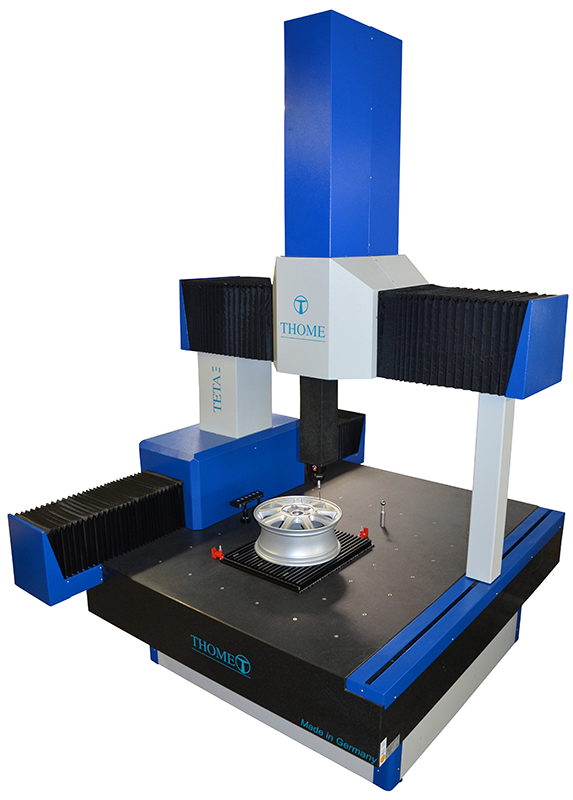
Hochpräzise - Messen großer Bauteile
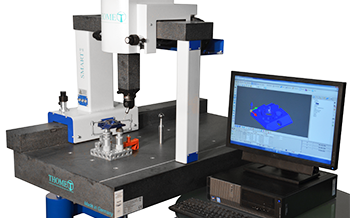
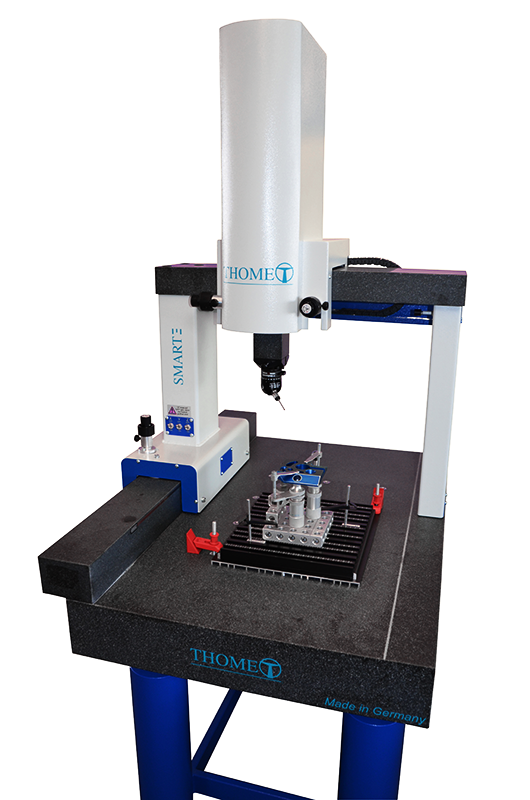
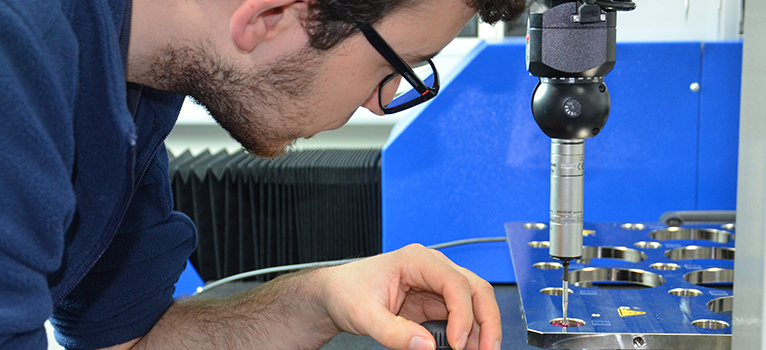
Schnelles Messen zwischendurch gibt Sicherheit!
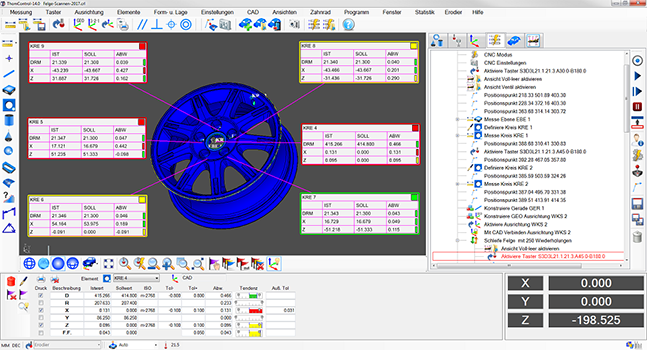
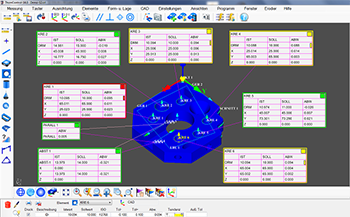
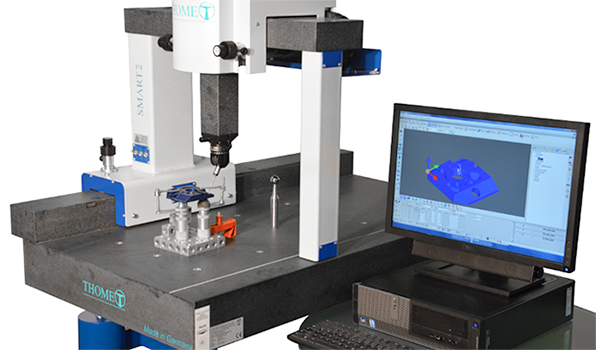
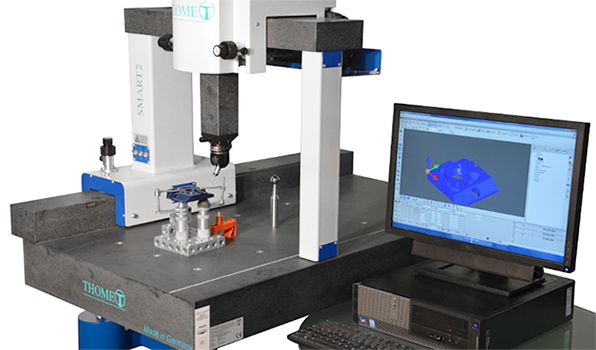
Bedienerfreundliche Anwendung- Schnelle und genaue Messergebnisse!

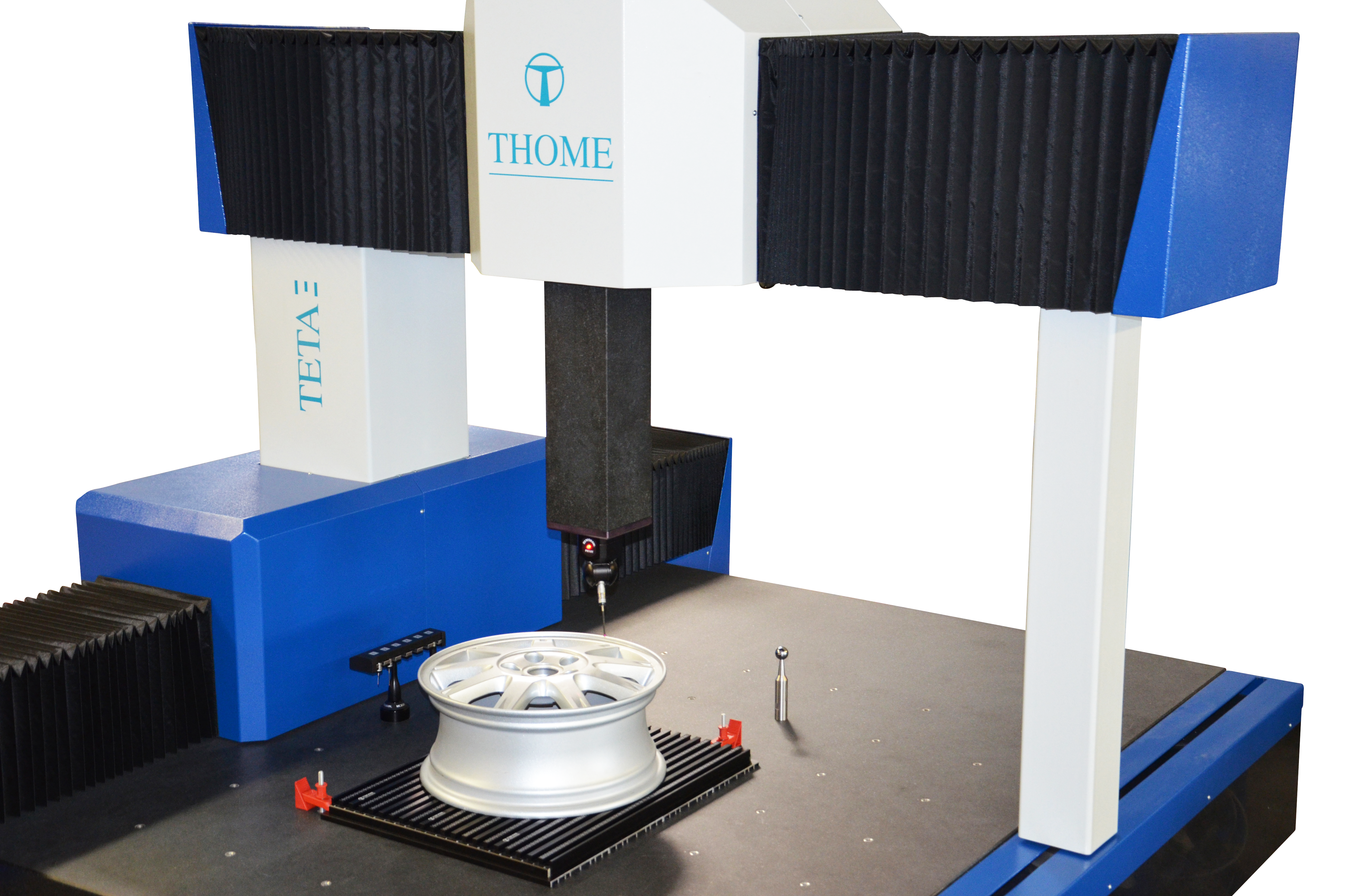
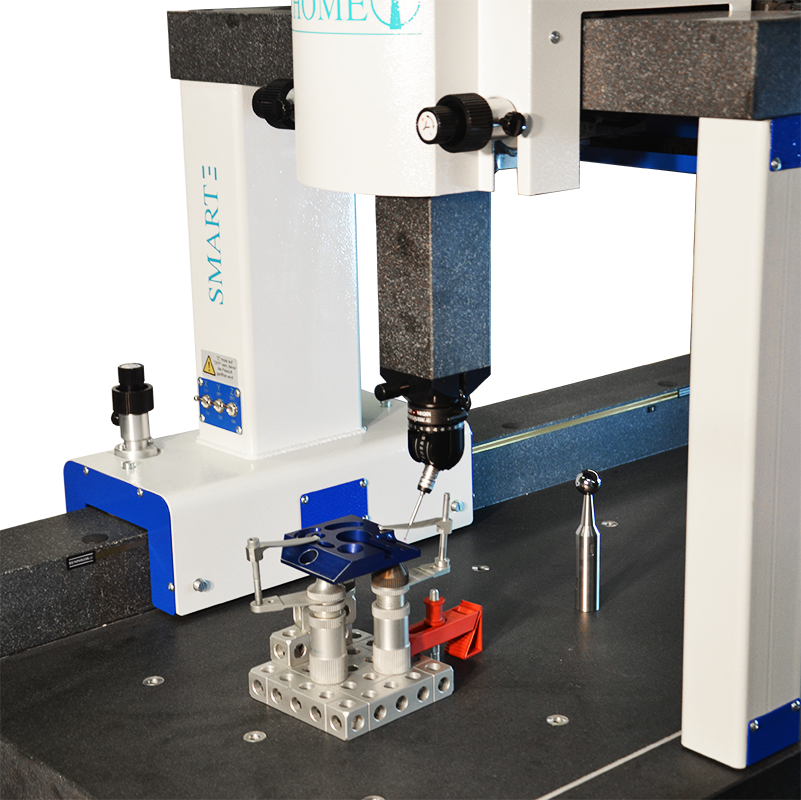
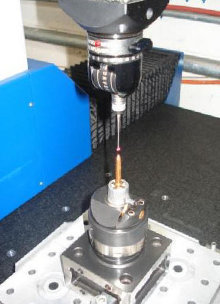
Hohe Flexibilität - Messtaster für jeden Anwendungsfall

Gerne zeigen wir Ihnen unsere neuen Messmaschinen!
Der beste Service für unsere Messmaschinen!
Die Genauigkeit von Koordinatenmessmaschinen wird mithilfe der ISO 10360 geprüft. Diese Norm regelt die "Annahmeprüfung und Bestätigungsprüfung für Koordinatenmessgeräte (KMG)".
Sie gibt die Abweichung beim Messen von Abständen und Durchmessern an.
Es werden fünf Endmaße je drei Mal gemessen. Dabei wird jeweils ein Punkt an beiden Stirnflächen angetastet. Der Endmaßstapel wird in sieben verschiedene Richtungen im Volumen ausgemessen. Alle Messergebnisse müssen die Spezifikation "E" erfüllen.
Sie bezeichnet die Abweichung des Koordinatenmessgerätes bei Formmessungen (Geradheit, Ebenheit, Rundheit, Zylinderform und Freiformtoleranzen). Hierbei wird eine Prüfkugel mit 25 Antastungen gemessen. P=Rmax - Rmin = Kugelform beziehungsweise der Formfehler des Koordinatenmessgerätes. Keiner der Antastpunkte darf eine größere Abweichung als P haben.
Eine Prüfkugel wird an 4 definierten Bahnen gescannt. THP ist die maximale Spannweite aller radialer Abstände (THP = Kugelformscanning = Rmax - Rmin). Es ist die Dauer t [sec] der Scanning-Prüfung vom Zwischenpunkt am Beginn der ersten Scanning-Sequenz bis zum Zwischenpunkt am Ende der vierten Scanning-Sequenz zu messen.
Eine Prüfkugel wird mit einem Sterntaster mit fünf Taststiften und einem starren Tastkopf vermessen. Dabei wird mit jedem Taster 25 mal angetastet. Es ergeben sich 5x25=125 Antastungen. Form- und Lagefehler aller 125 Antastungen werden ermittelt.