Ihr kompetenter Partner für Koordinatenmesstechnik

Einfache Bedienung - Schnelle Messergebnisse!
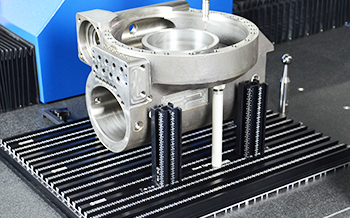
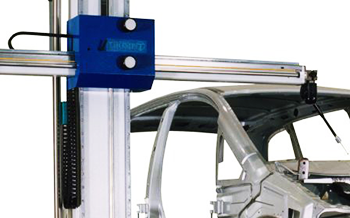
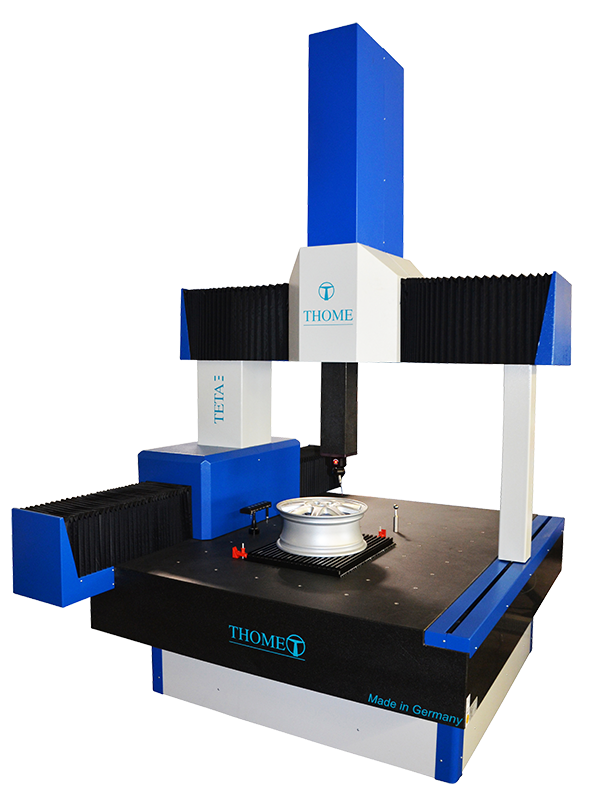
Hochpräzise - Messen großer Bauteile
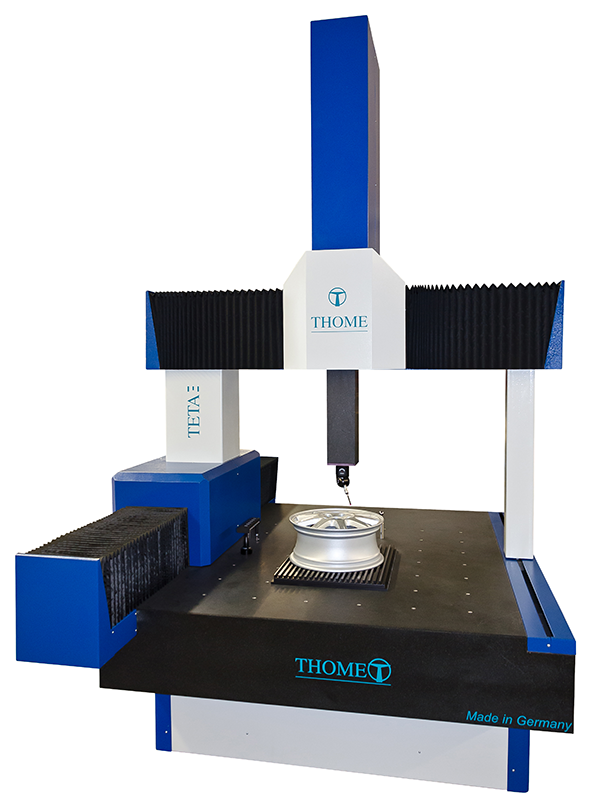
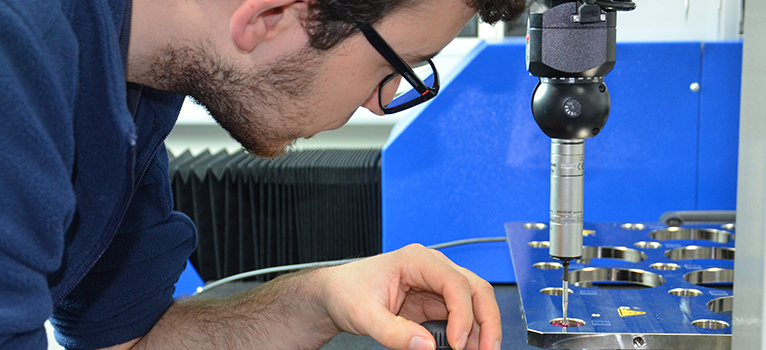
Schnelles Messen zwischendurch gibt Sicherheit!
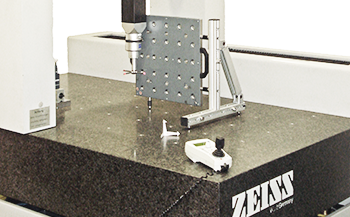
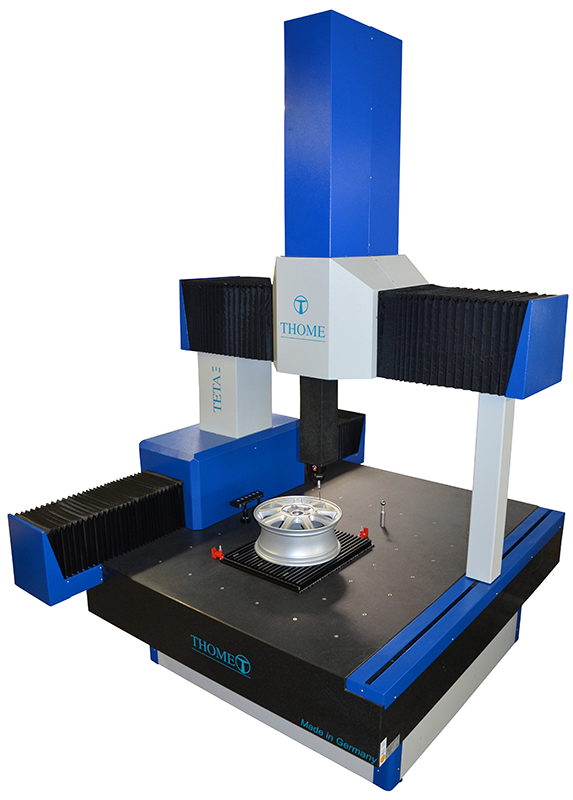
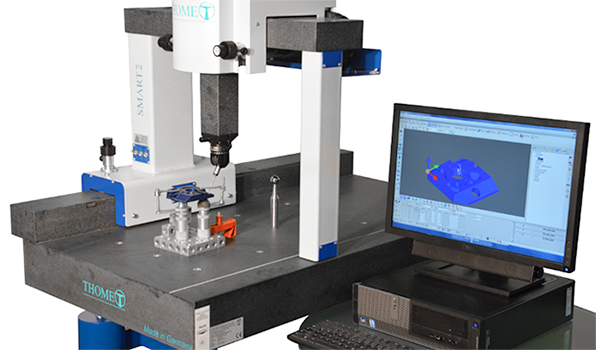
Bedienerfreundliche Anwendung- Schnelle und genaue Messergebnisse!

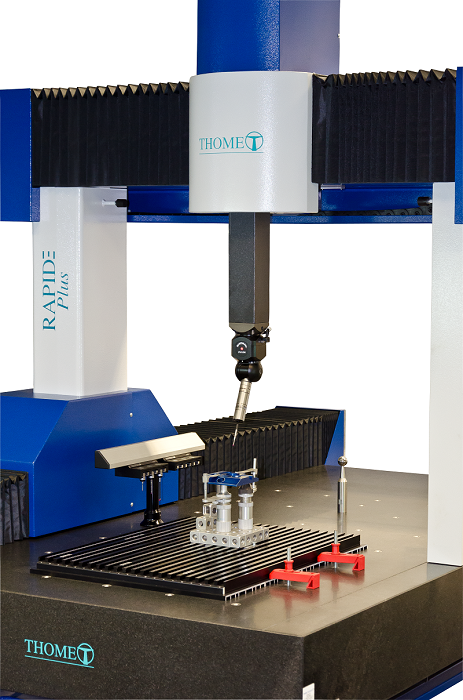
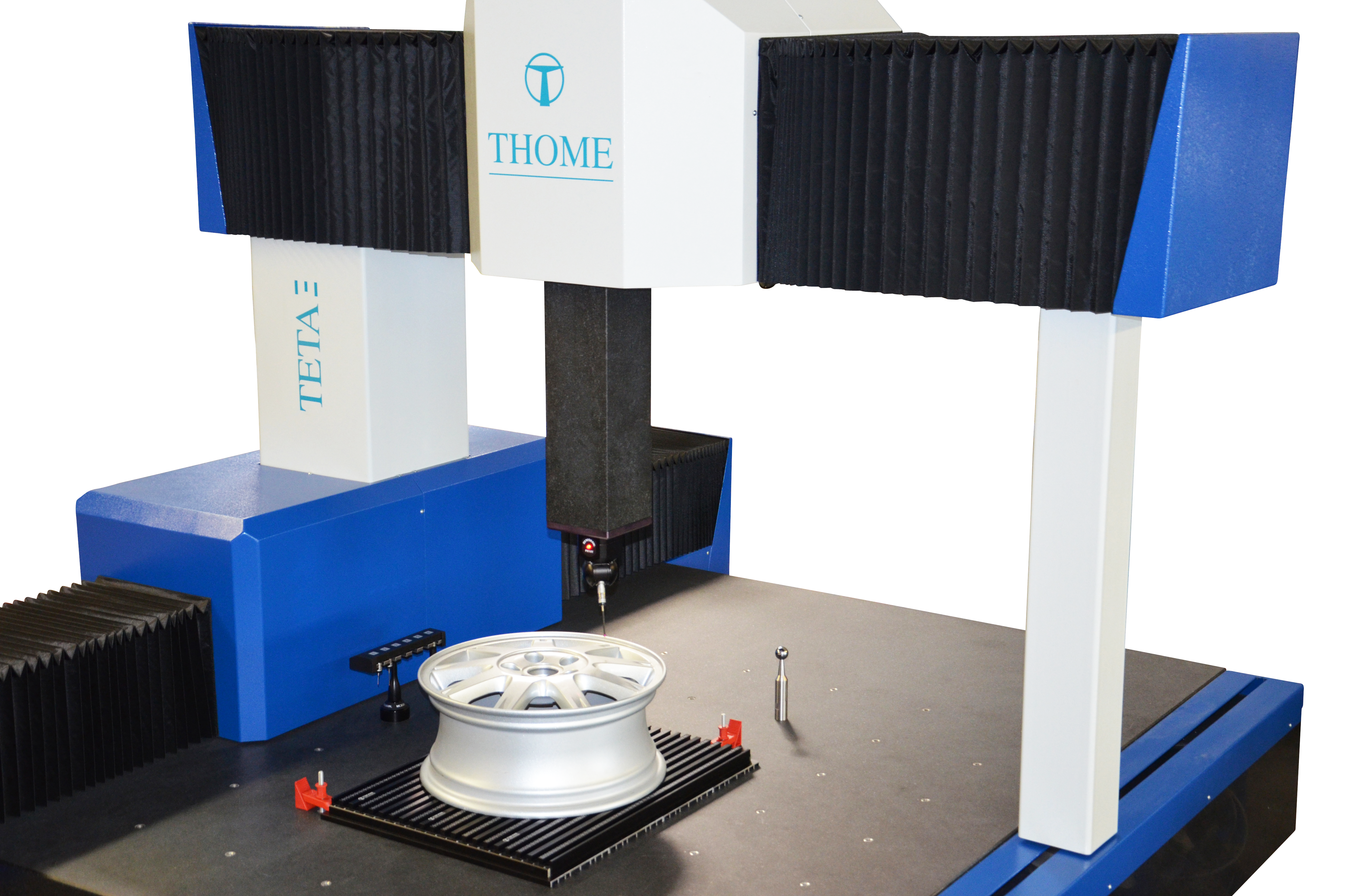
Hohe Flexibilität - Messtaster für jeden Anwendungsfall

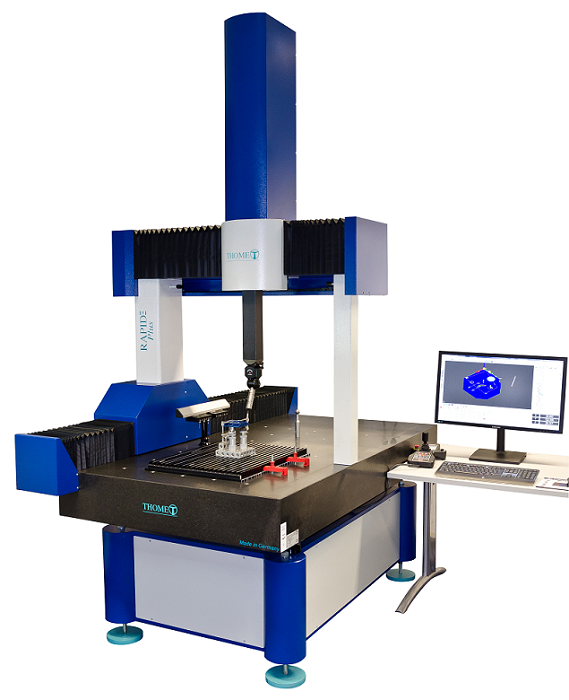
Gerne zeigen wir Ihnen unsere neuen Messmaschinen!
Der beste Service für unsere Messmaschinen!

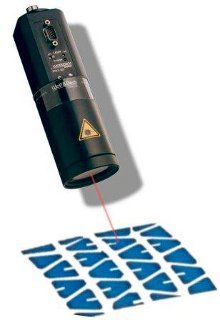
Optischer Lasertaster kann leicht an einer Messmaschine befestigt werden.

Optischen Sensoren wurde mit der Funktionalität von mechanischen Tastern entwickelt.
Durch seine Kompatibilität mit Zeiss- und Renishaw-Schnittstellen kann der Lasertaster schnell gewechselt werden.
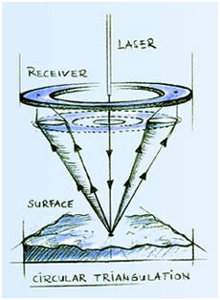
Funktionsprinzip eines Lasers
Der OTP optische Lasertaster lässt sich sehr einfach in eine Koordinatenmessmaschine integrieren. Eine sehr saubere, genaue und schnelle Lösung stellt die Adaption über die sogenannte Autojoint Schnittstelle von Renishaw dar. Dabei wird über einen Bajonettverschluss eine im µ-Bereich reproduzierbare Verbindung mit dem Tastkopf hergestellt. Die Verkabelung erfolgt intern. Es sind also äußerlich keine Zusatzkabel zu sehen. Alle Tastköpfe von Renishaw mit dem Zusatz "M" eignen sich für eine solche Adaption. Dies sind zum Beispiel der motorische Dreh-/ Schwenkkopf PH10M oder der starre Tastkopf PH6M von Renishaw.
Der Lasertaster ist eine preiswerte Ergänzung zum normalen mechanischen Taster. Der Preis für ein solches Lasertastsystem liegt bei ca. 7.000,00 €. Damit können zum Beispiel flexible Gummiteile oder sonstige weiche Materialien angetastet werden. Die Genauigkeit dieser Antastung hängt von der Antastrichtung ab. In radialer Antastrichtung zum Laserstrahl erhält man Abweichungen von ca. +/- 70µm. In axialer Antastrichtung zum Laserstrahl erhält man Abweichungen von ca. +/- 25µm. Glänzende oder durchsichtige Oberflächen können mit dem Laser nicht angetastet werden.
Der Lasertaster hat eine relativ hohe Messgenauigkeit zu vergleichbaren Lasermesssystemen. Die Messgenauigkeit des Lasertasters ist unabhängig von der Antastgeschwindigkeit. Der Lasertaster passt sich vollautomatisch den optischen Eigenschaften der Oberfläche an. Mit dem Lasertaster können sowohl Oberflächen als auch Kanten angetastet werden.
| Merkmal | OTP6-LD/OTP6F-LD/OTP6M-LD | OTP6B-LD / OTP6BF-LD / OTP6BM-LD |
|---|---|---|
| Triggerabstand | 36,5 mm | 69 mm |
| Detektionsbereich | ± 4 mm | ± 10 mm |
| Wiederholgenauigkeit *1) | ± 1 µm | ± 3 µm |
| lokale Messunsicherheit *2) | ± 25 µm | ± 70 µm |
| Triangulationswinkel am Messpunkt | 22° | 13° |
| Laserstrahldurchmesser | 50 µm x 70 µm | 100 µm x 100 µm |
Die Lasertaster sind im Gegensatz zu einfachen Triangulationssensoren für das Scannen von Freiformflächen und komplexen Strukturen optimiert. Das einzigartige rotationssymmetrische Triangulationsprinzip der Lasertaster erlaubt zuverlässige Messungen unabhängig von der Lasersensor-Orientierung. Die Lasertaster basieren auf volldigitalem Design. Das komplette Lasertastersystem besteht aus dem Lasertaster und einer Steuerelektronik.
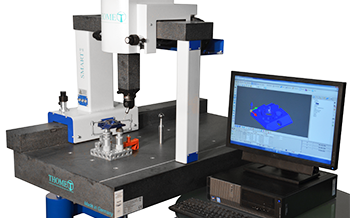
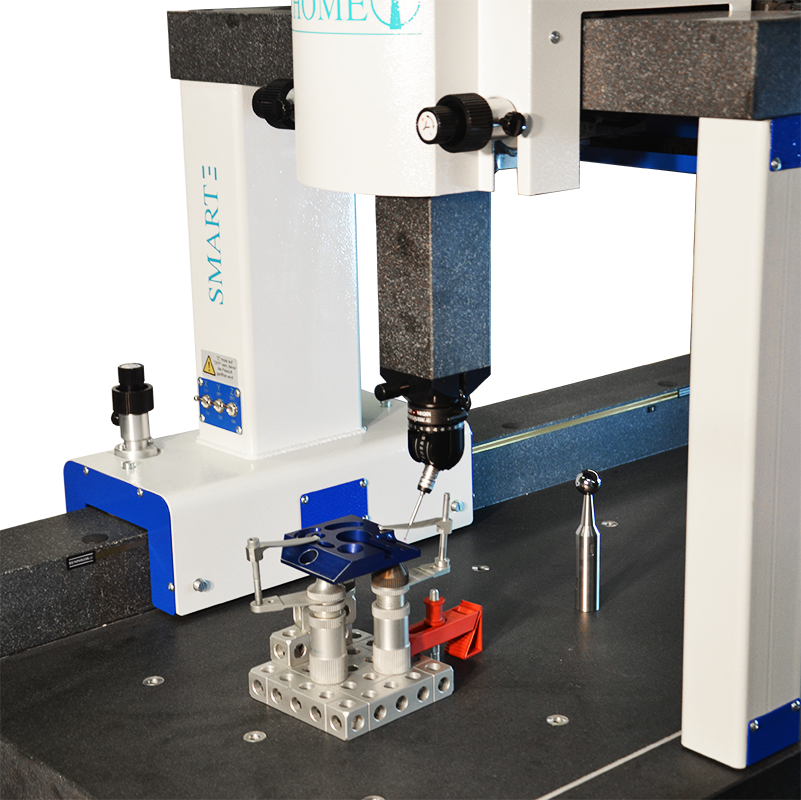
Laserscanner nxSensor an manueller Messmaschine SMART
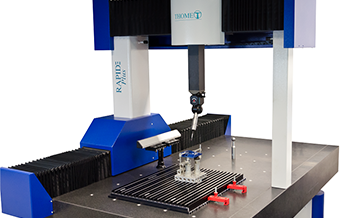
Laserscanner an Messmaschine
Laserscanner nxSensor-I/P
Laserscanner nxSensor-I/P
Laserscanner nxSensor-I/P mit Tastkopf PH10M von Renishaw
Mit den optischen Laserscannern nxSensor lassen sich Werkstücke bequem und schnell digitalisieren. Besonders vorteilhaft ist die hohe Punktedichte von 6.400 Punkten pro Sekunde, die aufgenommen werden kann. Der Laserscanner kann in Verbindung mit einem Tasterwechselmagazin automatisch eingewechselt werden. Dies erlaubt den parallelen Einsatz von taktiler und optischer Sensorik. Die Genauigkeit des Streifenlasers liegt bei ca. 25 µm.
Bei den Laserscannern nxSensor-I und nxSensor-I/P handelt es sich um Streifenlaserscanner, die pro Sekunde maximal 6.400 Punkte erfassen können. Durch die hohe Punktedichte ist es möglich aus den Messdaten CAD-Daten zu generieren, die dann zur Produktion weiterverwendet werden können. Diesen Vorgang nennt man "Reverse Engineering". Auch zum optischen Vermessen sind die Laserscanner der nxSensor-Reihe geeignet.
Die Laserscanner nxSensor-I und nxSensor-I/P unterscheiden sich in der Breite des Laserstreifens, Genauigkeit und Auflösung, Messtiefe und der Schnittstelle zur Koordinatenmessmaschine. Genaueres können Sie der nachfolgenden Tabelle entnehmen.
| Laser nxSensor-I | Laser nxSensor-I/P | |
|---|---|---|
| Abstand | 175mm | 175mm |
| Genauigkeit | 0.050mm | 0.025mm |
| Auflösung (Z) | 0.005mm | 0.003mm |
| Wiederholbarkeit | 0.005mm | 0.005mm |
| Tiefe (Z) | -60mm ~ +40mm | -45mm ~ +25mm |
| Laser Breite (Y) | 43mm | 25mm |
| Maximale Datenrate | 6.400 Punkte/Sekunde (13.33 Bilder pro Sekunde) | |
| Synch Output (Software Control) |
Ja (über zwei Kabel) |
Ja (via PH10M) |
| Gewicht | 0.48kg | 0.41kg |
| Kabel | 1.25 m USB Kable | 1.25 m USB Kable |
| Betriebsbedingungen | 15 ~ 30 °C +12VDC bei 0.4A USB1.1 | |
| Größe | 139 mm (L) x 94 mm (B) x 41 mm (H) | |
| Typische Anwendungen | Manuelle & CNC KMG, Layout Maschinen, Portable Arme | CNC KMG mit Renishaw PH10M Tastkopf |
| Bestellnummer | Las-nx-sens-I | Las-nx-sens-I/P |
| Preis | 19.980,00 € | 23.980,00 € |
nxSensor-I/P kann nahtlos an den Renishaw PH10M montiert werden, um Scannaufgaben in alle Richtungen auszuführen. Die Scan-Daten stimmen mit den taktil erfassten Messdaten überein. Der Austausch der Signale über USB sowie die Stromversorgung erfolgt über die Mulit-Wire-Schnittstelle des PH10M.
Der nxSensor-I kann mit vielen manuellen Messmaschinen durch individuelle Adapter oder manuellen Tastköpfen zusammen eingesetzt werden. Man kann erreichen, dass der Laserscanner mit dem Tastkopf zusammenarbeitet und somit jede Position einstellen kann.

Laserscanner vermisst Reifenprofil
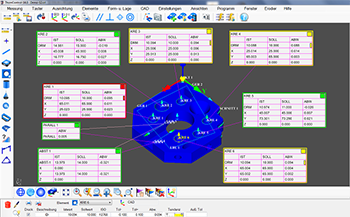
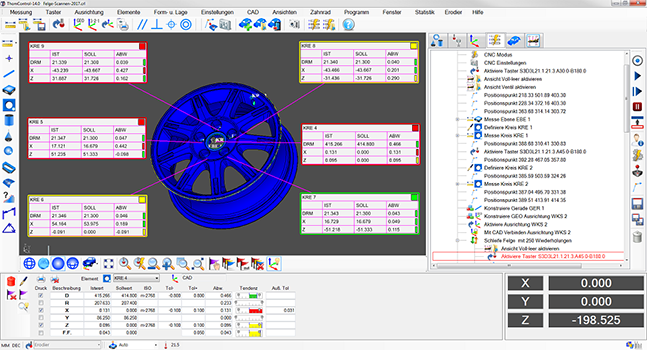
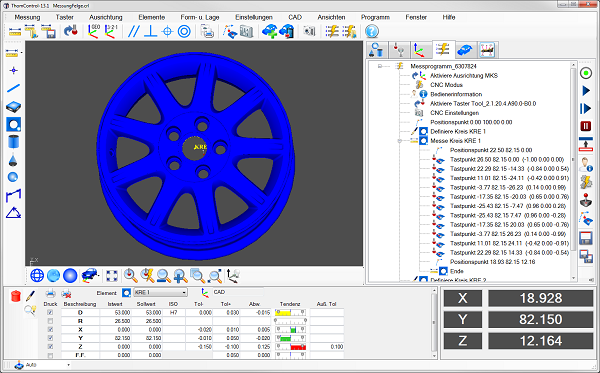
Messsoftware ThomControl für Koordinatenmessmaschinen - Basisgeometrie
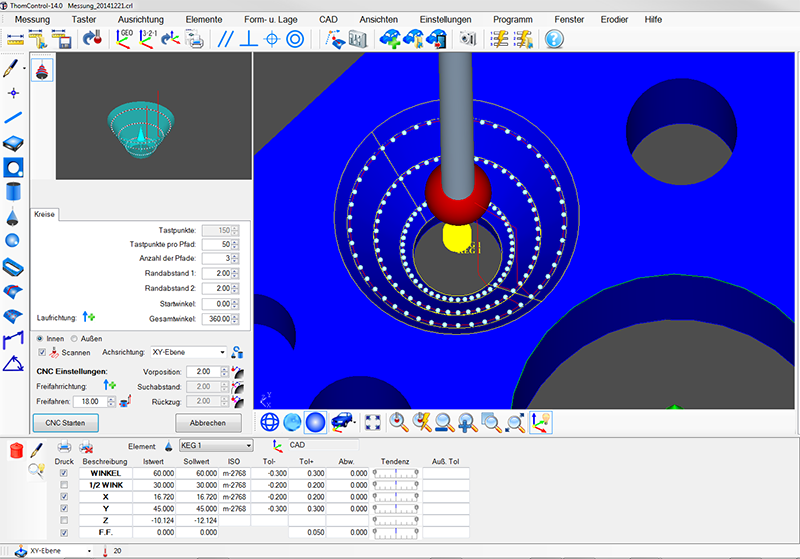
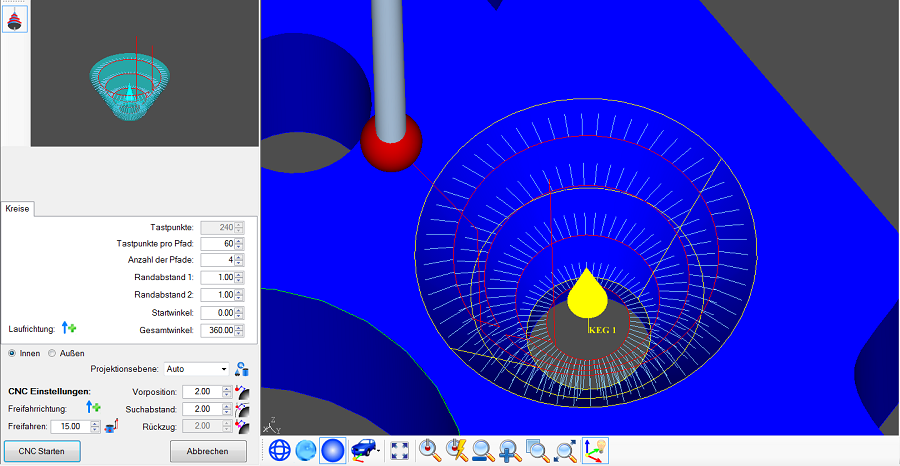
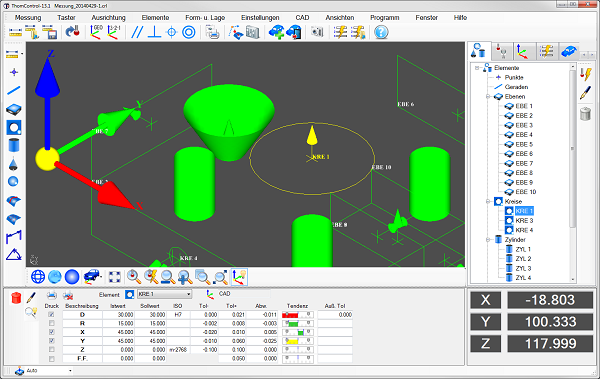
Messsoftware ThomControl - Formabweichungen schnell ermitteln
Mit der benutzerfreundlichen ThomControl Messsoftware lässt sich der Laser bequem ansteuern. Es kann sowohl ein CAD-Datenvergleich durchgeführt werden, als auch ein Reverseengineering, um schnell eine hohe Punktedichte eines unbekannten Werkstückes einzuscannen. Anschließend kann ein Datensatz erzeugt werden, der danach in einem speziellen Softwaretool zu einem sauberen 3D-Modell weiterverarbeitet werden kann.
Messprogramme und Messabläufe können sowohl offline wie online programmiert werden. Es kann gleichzeitig mit taktilen wie auch mit dem optischen Lasersensor gearbeitet werden. In der Messsoftware ThomControl wird der Laserscanner einfach als Taster definiert und steht somit direkt nach der Aktivierung zu Verfügung. Es kann also sehr einfach zwischen dem taktilen und dem optischen Messsensor gewechselt werden.
Es können also sehr genaue Geometriemessungen unter der gleichen Oberfläche gemacht werden, wie die Erfassung der Punktewolken. Beide Daten kann man deshalb beliebig mischen. GD&T-Toleranzausertungen (Form- und Lagetoleranzen) sind ebenfalls möglich. Die erfasste Punktewolke wird als ein einziges Element zusammengefasst. Es können deshalb beliebig viele Punkte in einer Punktewolke zusammengefasst werden.
Zur einfachen Erkennung und Datenverwaltung kann man die Messungen und Punktewolken in beliebigen Farben (Colormapping) darstellen und zudem auf unterschiedliche Ebenen legen. Es stehen verschiedene Filter und Editiermöglichkeiten zu Verfügung, sodass die Punktewolken angepasst und bereinigt werden können. Die Punktewolke kann zu einem realistischen Datensatz umgewandelt werden und im Format STL oder ASC exportiert werden. Es können Schnitte durch die Punktewolke gebildet werden. Dadurch kann man die entstehenden Kurven direkt mit einem CAD-Model vergleichen.
Aus den eingescannten Punkten kann man Flächenmodelle bilden (Reverse Engineering). Wenn man bereits einen Datensatz hat, kann man direkt ein Messprogramm mithilfe dieses Datensatzes generieren. "Click and Control". Durch einfaches Anklicken werden die zu messenden Elemente aus dem Datensatz generiert und können bei CNC gesteuerten Koordinatenmessmaschinen vollautomatisch vermessen werden. Nach der Vermessung kann man sowohl grafische als auch tabellarische Protokolle ausdrucken. Wir bieten Ihnen gerne eine auf Ihre Bedürfnisse zugeschnittene Lösung für Ihr Messproblem an. Fragen Sie unsere Ingenieure. Sie werden überrascht sein, wie flexibel und trotzdem günstig wir anbieten können. Ein kluges Baukastensystem macht dies möglich.